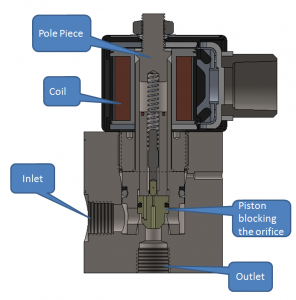
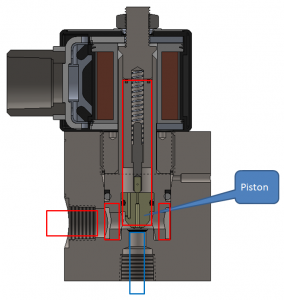
A solenoid valve opens and closes when the proper AC or DC voltage is applied to the coil. The coil consists of an enamel coated copper wire winding and usually some magnetically permeable metal frame or housing, which may be visible or contained in molding. There may or may not be a thermal cutoff or fuse in electrical series with the winding. More complex coils have diode bridges that rectify AC to DC power, and even circuits which can control periodic inrush of current. The combination of the copper coil, the magnetically permeable surrounding material, and plunger inside the pressure boundary of the valve are collectively known as the “solenoid”.

Coil “burn out”, and consequently failure of a solenoid valve to operate, can refer to the following scenarios:
Overheated Copper Wire Enamel
This generally applies to a coil that does NOT have a fuse or thermal cutoff. If the copper wire, for whatever reason, exceeds the temperature rating by enough to melt away the enamel coating and allow the strands of copper to touch, the number of loops or turns is effectively reduced. The lower number of turns results in a lower electrical resistance. The current then increases because the voltage remains constant. Temperature then exponentially increases as more and more turns are lost and power increases. Failure occurs when the copper wire or soldered joint melts and breaks the circuit, allowing zero current. The valve would then return to the “failed” state, i.e. closed if “fail closed”.
Using a solenoid valve in the following scenarios can cause this to happen:
- Too high of a surrounding ambient temperature for the duration that the coil is held energized
- A high surrounding ambient and/or high fluid temperature, exceeding catalog ratings.
- Holding a solenoid energized for long periods of time when it is not rated to be energized indefinitely (continuous duty).
- Cycling a coil too often in a period of time, which may induce excessive temperatures from inrush current on an AC coil or coil with programmed inrush.
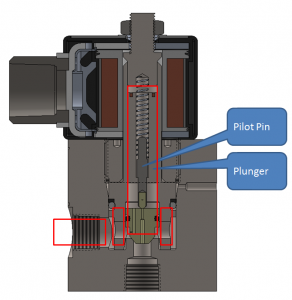
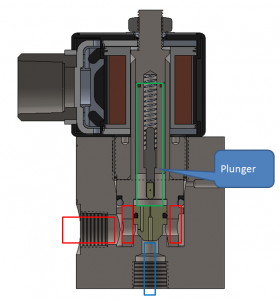
- In an AC solenoid, a jammed plunger that is prevented from contacting the pole piece will draw more current (near inrush levels). This may over heat the coil.
- In an AC solenoid, energizing a coil WITHOUT a plunger in the solenoid effectively draws more than the intended current.
Tripped Fuse or Thermal Cutoff
When a coil is built with a fuse or thermal cutoff, the design intent is to prevent surface temperature spikes due to some of the causes listed above already. One reason for designing these in is to achieve a UL-1203 hazardous location certification and operating temperature code. The fused coil design can essentially remove all chances of the coil surface ever getting hot enough to ignite a surrounding flammable gas by using fuses.
Different types of fuses are available. Thermal cutoffs simply sever the circuit when they reach a certain temperature. Other fuses may trip due to amperage exceeding a certain value.
Since the fuse in embedded in the potting compound or sometimes a welded canister, once tripped, the coil is no longer usable, even after it cools.
Solenoid Valve Coil Conclusion:
Often, a coil is a very simple item to replace on a valve. However, it is important to understand WHY a coil burned out before simply installing a new one. For example, if the plunger was jammed inside the valve and a technician simply installed a new coil to replace the burned out one, the new coil would almost surely burn out as well.
Contact your solenoid valve service department whenever you experience a burned out coil.