The “wetted” components of a solenoid valve are
those that come in contact with fluid or gas media flowing through the
valve. Depending on the exact valve
type, the most prevalent wetted components are usually the valve body, bonnet
construction, gaskets, pistons, disks, plungers, and springs.
Checking Wetted Components of Solenoid Valve It is prudent to check the compatibility of wetted components for the particular fluids and gases that will be flowing through the valve. Failure to do so could result in component lockup due to rust, disintegrated o-rings and gaskets that inhibit operation or allow external leakage, shortened life of the critical sealing interface where the disk meets the valve orifice, cracked springs, etc.
Stainless steel components that are not passivated
to remove surface iron can exhibit small amounts of discoloration due to
rust. In most cases, this is an
aesthetic issue. The coloration will
eventually wash away from the internals.
Exterior surfaces can be wipe down to remove.
How the valve can get contaminated
If rust on stainless steel is heavy or is pitting,
there is an obviously an issue beyond surface iron. The stainless steel may have been
contaminated by foreign material during machining, polishing, and grinding processes. For example, if a grind wheel was used on
AISI 1020 steel, and then soon afterward on 430 stainless steel plungers
without first cleaning or dressing that wheel.
The carbon steel can become embedded in the 430 stainless and create a
surprising amount of damaging rust when positioned in resting water inside a
solenoid valve. Manufacturers must be cognizant of marine valve
manufacturers and internal processes used to create such parts.
Rust in the form of iron oxide is a problem for
solenoid valve if:
It breaks away and clogs small pilot orifices
Causes component lockup
Aesthetics are critical
Trace amounts of iron oxide cannot be picked up
by the working fluid or gas
When selecting a solenoid, always review the compatibility
of the wetted components and working fluid.
Hydrostatic testing is used to detect any points of external leakage
in a solenoid valve. Water is used primarily because it is a relatively safe option
and readily available. Water is an incompressible fluid, meaning that its
density does not change under pressure. If there is a leak or a burst that
occurs during testing, there is not nearly as much stored energy as a
compressible fluid such as air would have. With water, the pressure will drop
immediately and is much less likely to create projectiles from a failed
component.
Solenoid valves are typically designed to meet or exceed the
requirements of the ASME Boiler and Pressure Vessel Code. General safety
requirements and design guidelines are established to help eliminate failures
due to overpressure. Industry standard dictates that the burst pressure of the
solenoid valve is at least four times greater than the established maximum
operating pressure.
Typical points of external leakage found during a hydrostatic test
would be any sealing interfaces, such as the bonnet, rotary shaft, or stem
seals.
Hydrostatic testing is used to detect any points of external leakage
in a solenoid valve. Water is used primarily because it is a relatively safe option
and readily available. Water is an incompressible fluid, meaning that its
density does not change under pressure. If there is a leak or a burst that
occurs during testing, there is not nearly as much stored energy as a
compressible fluid such as air would have. With water, the pressure will drop
immediately and is much less likely to create projectiles from a failed
component.
Solenoid valves are typically designed to meet or exceed the
requirements of the ASME Boiler and Pressure Vessel Code. General safety
requirements and design guidelines are established to help eliminate failures
due to overpressure. Industry standard dictates that the burst pressure of the
solenoid valve is at least four times greater than the established maximum
operating pressure.
Typical points of external leakage found during a hydrostatic test would be any sealing interfaces, such as the bonnet, rotary shaft, or stem seals.
Various examples of potential points of external leakage. Gasket joint (left), rotary shaft (right), and weld bead (bottom).
Leaks at sealing interfaces are typically associated with
imperfections on the sealing surfaces or improperly torqued fasteners. It is
important to maintain proper compression on the gasket, o-rings, or packing
used to form the seal. Castings and weld beads can reveal holes and cracks from
manufacturing defects. These can be repaired by properly welding these defects
shut assuming they are small enough.
Operational Testing
Water and air are typically used for operational testing due to them
being readily available. Depending on the valve design and application, one may
be more suitable for testing than the other.
For testing with water, a pump is required to meet the test pressure.
One drawback of this method is that depending on the test pressure required, it
may be hard to get both a high enough flow rate and a high enough pressure to
accurately simulate an end user application. For instances where flow rate and
pressure cannot be maintained, operational testing with water will only determine
if the valve opens immediately at the specified pressure, but does not test how
the valve performs under constant flow and pressure.
Testing with air can be a little easier to achieve end user flow
rate and pressure, but with higher pressure comes greater safety risks. It is
generally not feasible to store large volumes of high pressure air. Depending
on the test conditions, this test method may also only determine if the valve
will open immediately at the test pressure.
During testing, it is important to check the operational safety
factors built into the design. This may include testing the operation of the
valve at a pressure slightly higher than the maximum allowable pressure,
lowering the applied voltage for operating the solenoid, and even heating up
the solenoid to decrease the force generated. Heating up the solenoid has a
much more profound effect on DC powered solenoids as they do not have an inrush
current like their AC counterparts.
Internal Leakage
Internal leakage is the leakage from the inlet to the outlet while
the valve is closed. Internal leakage is typically checked with air or water
depending on the application of the valve.
Internal leakage should be examined at several pressures. Different
pressure can reveal different leaks depending on the design of the valve and
the type of damage on the seating surfaces. Leaks can be caused by damage to
the sealing surfaces such as scratches, poor surface finish, misalignment, or
component deformation. Typically, a valve would be tested for internal leakage
at both Maximum Operating Differential Pressure (MOPD) and 10% of the MOPD.
Sealing classes are established in the FCI 91-2 Standard for Solenoid Valve Seat Leakage. The chart below shows allowable leakage for air and water.
Leakage Class
Maximum Seat Leakage
Test Pressure (% of MOPD)
Water
Air
I
10cc (10ml) per min. per 25 mm (1 inch) of orifice diameter.
2000cc (ml) per min. per 25 mm (1 inch) of orifice diameter.
10%
II
Less than 4 drops (0.4cc) per minute per 25 mm (1 inch) of orifice diameter.
20cc (ml) per min. per 25 mm (1 inch) of orifice diameter. Alternate: for production testing no movement of soap bubble over outlet port in 10 seconds.
10%
III
Test procedure and leakage per ANSI/UL 429 Standard Paragraphs 29.1 through 29.9
Test procedure and leakage per ANSI/UL 429 Standard Paragraphs 29.1 through 29.9
—
IV
Less than one drop (0.1cc) per minute.
2cc (ml) per min. per 25 mm (1 inch) of orifice diameter.
10%
V
Less than one drop (0.1cc) per 10 minutes.
0.2cc (ml) per min. per 25 mm (1 inch) of orifice diameter.
1%
VI
Test procedure and leakage as specified by customer.
Test procedure and leakage as specified by customer.
—
Water is the easiest method to check for leakage. The inlet is
pressurized to the desired amount and the outlet can be visually inspected for
water leaking through. The number of drops can be counted along with a stop
watch to determine the leakage rate.
Air is a little bit trickier to track. A mass air flow meter can be
attached to the outlet. It is very important to ensure that there are no air
leaks between the outlet and the flow meter. The meter will measure the mass of
the air exiting the valve. A much simpler test as indicated by the chart would
be to form a soap bubble on the outlet of the valve. If the bubble grows, the
valve is leaking air from the inlet to the outlet. The soap bubble method
provides a better indication of an internal leak than mass flow meters with a
resolution larger than 0.1 cc/min.
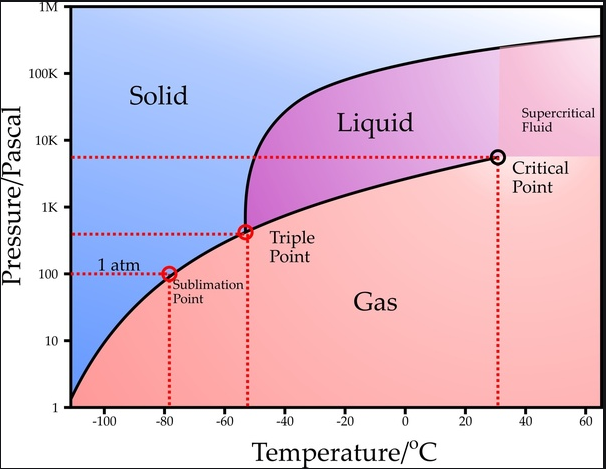
Gases that are liquefied via very cold temperatures are known as cryogenic liquids. A cryogenic liquid may be referred to as a cryogen if it is used to cool other substances. The temperature at which a liquid is considered cryogenic varies by source, but it is generally below -150° F. The boiling point of a cryogenic liquid is the temperature at which it changes state from liquid to gas. This boiling temperature will vary for a given type of fluid (nitrogen, oxygen, helium, etc.) and pressure applied. A “phase diagram”, as shown in example Figure 1, depicts how a substance changes state from gas, to liquid, to solid for any given temperature and pressure combination. Boiling points are often tabulated for standard atmospheric pressure as reference points.
Cryogenic Solenoid Valve Example
Figure 1 – Example of a phase diagram
Solenoid Valves Control the Flow
Solenoid valves intended to control the flow of cryogenic liquids are specially designed for such low temperatures and possible state changes (gas and liquid).
Materials for construction must not become excessively brittle at cryogenic temperatures. Typical metals used for valve bodies, bonnet tubes, and fasteners are austenitic stainless steel, bronze, and monel. Carbon steels, plastics, and rubbers become too brittle at cryogenic temperatures and are therefore avoided. Polytetrafluoroethylene (PTFE), also known by the brand name Teflon, is a chemically inert synthetic fluoropolymer that works very well for valve discs. The valve disc is a moving wetted component inside a solenoid valve that interfaces with metal seats to seal off the working fluid. PTFE has a huge useable temperature range, no embrittlement, and can be designed deform just the right amount for a give valve seat. It can also be used as the filler in gaskets.
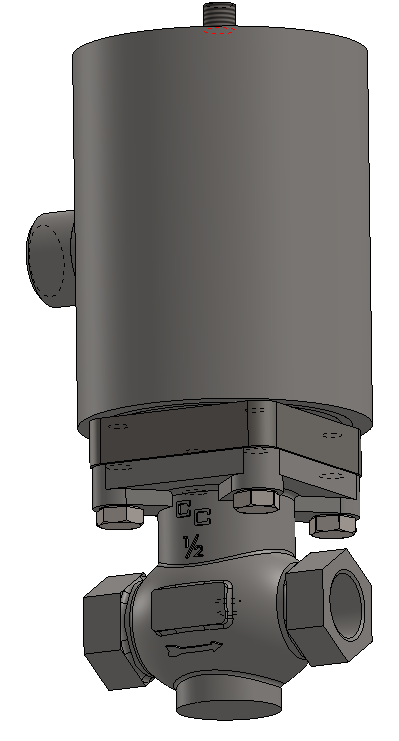
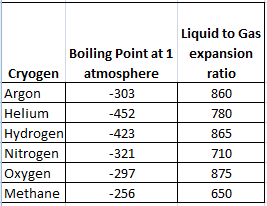
Table 1 shows the aforementioned boiling reference points, as well as the liquid to gas expansion ratio. If a cryogenic liquid was trapped inside a sealed chamber and allowed to warm up to room temperature, pressure would skyrocket as the liquid boils and changes state from liquid to gas. As indicated by the expansion ratios, the gas volume would comparatively occupy hundreds of times more volume at standard temperature and pressure. Cryogenic systems therefore have built in relief valves, as shown on the picture below of the cryogenic nitrogen tank (350 psi max). Pertaining to solenoid valves, no sealed off compartments may exist inside the valve without a path to such a relief valve in the system, typically upstream.
Table 1
Relief valve on cryogenic nitrogen tank
Optimize Performance for Gases and Liquids
Solenoid valves often have specifically sized pilot and bleed holes designed into the main pistons, which move to open and close a valve. These holes optimize performance for gases, liquids, and sometimes viscous liquids. A valve optimized for a gas might close too slowly if a liquid is run through it. A valve optimized for a liquid may actually not fully open for a gas. Cryogenic tubing and pipes may extend significant distances in an application and may be exposed to ambient temperature air. The large temperature difference adds heat energy to the cryogenic fluid, so it is possible for gas or gas/liquid mixtures to build up in the lines. The cryogenic solenoid valve must be able to operate for both liquids and gases. This phenomenon is important to understand for non-cryogenic temperatures as well. Liquid carbon dioxide can exist at 32°F with less than 800 psi. It can change state in the application piping without much heat addition and require the same “dual” gas and liquid functionality.
No Rubber O-Rings
Lastly, the inlet and outlet connection type should not utilize any rubber o-rings, therefore the common SAE J1926 connection should not be employed. NPT connections properly tightened with PTFE tape are sufficient for the majority of cryogenic pressure applications. Metal to metal would be a second option.
A solenoid valve opens and closes when the proper AC or DC voltage is applied to the coil. The coil consists of an enamel coated copper wire winding and usually some magnetically permeable metal frame or housing, which may be visible or contained in molding. There may or may not be a thermal cutoff or fuse in electrical series with the winding. More complex coils have diode bridges that rectify AC to DC power, and even circuits which can control periodic inrush of current. The combination of the copper coil, the magnetically permeable surrounding material, and plunger inside the pressure boundary of the valve are collectively known as the “solenoid”.
Coil “burn out”, and consequently failure ofa solenoid valve to operate, can refer to the following scenarios:
Overheated Copper Wire Enamel
This generally applies to a coil that does NOT have a fuse or thermal cutoff. If the copper wire, for whatever reason, exceeds the temperature rating by enough to melt away the enamel coating and allow the strands of copper to touch, the number of loops or turns is effectively reduced. The lower number of turns results in a lower electrical resistance. The current then increases because the voltage remains constant. Temperature then exponentially increases as more and more turns are lost and power increases. Failure occurs when the copper wire or soldered joint melts and breaks the circuit, allowing zero current. The valve would then return to the “failed” state, i.e. closed if “fail closed”.
Using a solenoid valve in the following scenarios can cause this to happen:
Too high of a surrounding ambient temperature for the duration that the coil is held energized
A high surrounding ambient and/or high fluid temperature, exceeding catalog ratings.
Holding a solenoid energized for long periods of time when it is not rated to be energized indefinitely (continuous duty).
Cycling a coil too often in a period of time, which may induce excessive temperatures from inrush current on an AC coil or coil with programmed inrush.
In an AC solenoid, a jammed plunger that is prevented from contacting the pole piece will draw more current (near inrush levels). This may over heat the coil.
In an AC solenoid, energizing a coil WITHOUT a plunger in the solenoid effectively draws more than the intended current.
Tripped Fuse or Thermal Cutoff
When a coil is built with a fuse or thermal cutoff, the design intent is to prevent surface temperature spikes due to some of the causes listed above already. One reason for designing these in is to achieve a UL-1203 hazardous location certification and operating temperature code. The fused coil design can essentially remove all chances of the coil surface ever getting hot enough to ignite a surrounding flammable gas by using fuses.
Different types of fuses are available. Thermal cutoffs simply sever the circuit when they reach a certain temperature. Other fuses may trip due to amperage exceeding a certain value.
Since the fuse in embedded in the potting compound or sometimes a welded canister, once tripped, the coil is no longer usable, even after it cools.
Solenoid Valve Coil Conclusion:
Often, a coil is a very simple item to replace on a valve. However, it is important to understand WHY a coil burned out before simply installing a new one. For example, if the plunger was jammed inside the valve and a technician simply installed a new coil to replace the burned out one, the new coil would almost surely burn out as well.
Hydraulic fracturing and horizontal drilling have opened up vast new areas for low-cost natural gas production, and consequently have altered the energy landscape in the United States. The rush to develop this new resource via new techniques has resulted in numerous environmental challenges, including water and air quality concerns. Preventable emissions of methane, a potent greenhouse gas with approximately 30 times the heat trapping ability of CO2, are cited by some as among the easiest of those challenges to address. According to the U.S. Energy Information Administration, marketed production of natural gas increased from approximately 1,650,000 to 2,440,0000 million cubic feet between 2005 and 2017, as in projected to continue the rise.
Methane leaks occur during the production, processing, and transmission of natural gas. Pneumatic devices, powered by natural gas under pressure, regulate various aspects of the gas passing through them, including temperature, pressure, and flow rate. Many pneumatics are powered by natural gas under high pressure, and vent (or “bleed”) some of that gas to the atmosphere as part of normal operations. High-bleed pneumatic devices are a significant source of methane emissions throughout the supply chain. According to EPA Inventory data, in 2013, pneumatics emitted roughly 638,000 metric tons of methane, over 20 million metric tons of CO2 equivalent, or a full one-third of all methane emissions from the production sector. Other studies exist that suggest this might be underestimated by over 40 percent. Replacing or retrofitting a continuously or intermittently emitting high-bleed controller, defined as emitting an average of over six standard cubic feet (scf) per hour as part of normal operations, can make economic sense.
An alternative solution that eliminates methane emissions altogether is to replace gas-driven pneumatic devices with ones that rely on electricity instead – solenoid actuated valves. Solenoid valves can be purchased from manufactures such as Clark Cooper configured with certified explosion proof coils per UL-1203 and CSA C22.2 #30. Stainless steel valves are readily available in sizes 1/2” through 2” with maximum allowable inlet pressures of up to 1500 psi. Where a power grid is not available, DC coils are available that can be battery operated. External leakage is essentially zero. An expensive compressed air system is not required.
A solenoid, as it pertains to a valve, is an electromagnetic device consisting of a coil of insulated wire and an iron-based permeable plunger and pole piece. The following sequence demonstrates how such an arrangement can be utilized to make a plunger work to open or close a valve. Such is called a “solenoid valve”.
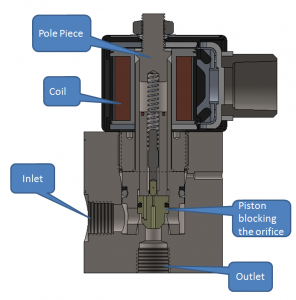
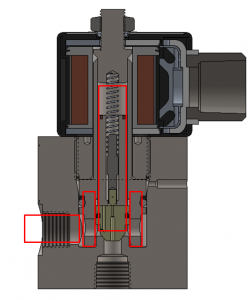
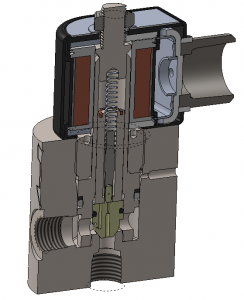
Figure 1 is a section view of a piloted, floating piston, high pressure solenoid valve. Pressurized fluids enter at the inlet and are held stationary until the piston moves away from the orifice.
A coil is shown surrounding a pole piece outside of the pressure boundary. The plunger is a free floating piece of permeable steel.
Figure 1 – Nomenclature
In Figure 2 the valve is in the closed state, meaning that the piston is completely blocking the orifice. The pilot hole through the center of the piston is also blocked by a pilot pin that is forcibly held down by a compression spring. Fluid pressure exists at the inlet and in all areas highlighted by the red boxes. No power is being delivered to the coil.
The valve shown is a “normally closed” or “fail closed” valve configuration, which means that if the coil is not energized, the valve will be in the closed state.
The pressure differential that exists between the inlet and outlet creates a force on the piston and pilot pin as well. Higher pressure differentials equate to higher forces sealing the valve.
Figure 2 – Closed
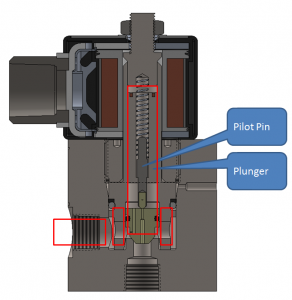
Voltage is applied to the coil in Figure 3. The iron-based plunger and pole piece become magnetic, and that force draws them together quickly.
In Figure 3, it is shown that the plunger has moved upward. However, the valve is still closed.
Figure 3 – Plunger initial movement
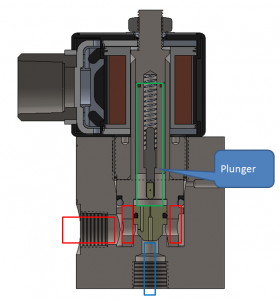
The coil remains energized in Figure 4. The magnetized plunger has now made contact with the pole piece and has pulled the pilot pin away from the pilot orifice.
Fluid has suddenly been allowed to flow through the tiny pilot orifice through the center of the piston. As a result, the pressure has suddenly dropped directly above the piston, represented by the green box.
There is now a net upward force on the piston due to different pressures acting on differently sized areas of the piston.
Figure 4 – Pilot orifice open
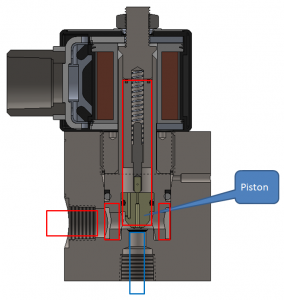
The net upward force on the piston quickly pops it away from the orifice and fully opens the valve.
Red boxes in Figure 5 represent where pressures are approximately equal to the inlet.
A blue box represents downstream pressure, which is slightly less due to flow friction.
When the coil is turned off, the plunger and pole piece go back to a non-magnetic state. The compression spring pushes down on the pilot pin, which fully blocks the pilot orifice. A small bleed hole in the side of the piston allows fluid to re-enter above the piston. A net downward force is generated due to the new pressure imbalance and the valve quickly closes.
NPT American National Standard Taper Pipe Threads per ANSI/ASME B1.20.1 are commonly used on high pressure solenoid valves. The maximum allowable pressure is dependent on size and connector material, but can be as high as 10,000 psi. It is therefore always prudent to investigate pressure capacities with the component manufacturers.
Picture 1 – ¼” NPT
Female NPT threads are created in valve bodies by tapping, single point turning, or thread milling. Unlike the SAE J1926 and Medium Pressure Connection, sealing is not created on interfacing smooth cone faces, but rather on the threads themselves. In order to provide good sealing across multiple brands of connectors, female connections should not only meet the “L1” gage distance per ASME B1.20.1, but also provide an adequate number of full threads past the hand tight engagement length.
Application of a thread sealant is mandatory in order to block the spiral path between the peaks and valleys of the male and female interface of ASME B1.20.1 NPT threads. Three to four wraps of PTFE tape is preferred over liquid sealants. This is because overuse of a liquid may cause drippage into operationally sensitive areas of the solenoid valve. Picture 2 is an example of how properly applied PTFE tape will look after a connector is removed from quality threads that have been fully tightened. The white tape is evenly compressed across the faces and valleys. One indication of improperly machined threads or inadequate length of engagement would be a thick string of PTFE nestled in the thread valley. This is one clue that the components did not (or could not) compress together fully.
Picture 2 – Good application of PTFE tape
Installation torques are not commonly published for NPT connections. It is somewhat of a trial and error system to get them to seal by keeping track of the angle of rotation past hand tight. Reversing the connector out will ruin the sealant and will require the installer to re-apply. Consult the specification for the number of threads that should engage, hand tight, for a given NPT size.
NPT is the easiest connection to manufacture, and is sufficient for the bulk of solenoid valve applications. However, once an assembler gets the connection to seal, there is very limited flexibility on the angle of rotation to which it must connect to other things (e.g. piping, tubing, etc.) unless accommodations are made via adjustable tube connectors. There are also minor nuances between connectors from different manufactures.
SAE J1926
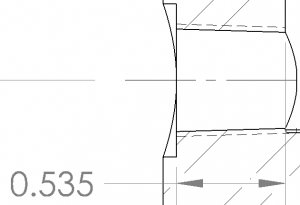
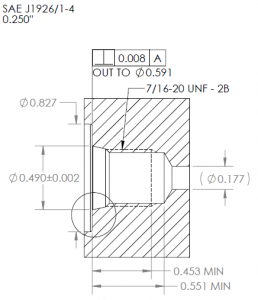
Connections per SAE J1926/1 utilize straight ISO 725 threads (inch) and a smooth 12 or 15 degree sealing cone interface. The male SAE connector has an o-ring of chosen material that seals on the female cone. The specification states a maximum allowable pressure of 63 MPa [9135 psi] for connections put together with nonadjustable stud ends, but always be sure to check with the component manufacturers.
As seen in Picture 3, the SAE connection is somewhat more elaborate than the NPT. For a comparable inner diameter through which fluid can flow, the connection tends to need more axial length in order to fit it into the valve body.
Picture 3 – SAE J1926-1 Size ‘-4’ Connection
From our experience at Clark Cooper it is easier to make a perfect seal with SAE connectors as compared to NPT. Installation torques are readily accessible for SAE. However, an end user must take the o-ring material selection into account to ensure compatibility with the fluid type and temperature. The SAE connection is generally not used for cryogenic applications due to that o-ring.
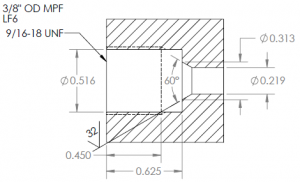
MPF
The 20,000 psi “Medium Pressure Fitting” (MPF) connection utilizes inch-based standard thread and a 60 degree cone at the base of that thread. All sealing is accomplished on the metal-to- metal cones without the use of an o-ring or thread sealant. This versatile connection, despite not requiring an elastomeric o-ring, can still perfectly seal high pressure gases such as hydrogen and helium.
Care must be taken during machining to ensure a smooth cone. Cleanliness is important as well during installation.
CRN is an acronym for Canadian Registration Number, which is assigned by each province or territory of Canada to accept and register the design of a boiler, pressure vessel, or fitting. The numbers after the decimal place in the CRN represent different provinces or territories as follows:
1 = British Columbia
2 = Alberta
3 = Saskatchewan
4 = Manitoba
5 = Ontario
6 = Quebec
7 = New Brunswick
8 = Nova Scotia
9 = Prince Edward Island
0 = Newfoundland
N = Nunavut
T = Northwest Territories
Y = Yukon Territory Purpose
A solenoid valve, for example, will be registered as a Type ‘C’ fitting. The manufacturer would submit and demonstrate compliance to pertinent design standards, such as the ASME Boiler & Pressure Vessel Code via calculations, drawings, test data, etc. A manufacturer must present proof of being regulated by a Quality Control Program such as ISO 9001 that is audited by a reputable authority.
The overall intent of the CRN is to give the end user peace of mind that the product is well designed and safe. The vast majority of Clark Cooper Valves, for example, come with CRN approval.
UL-429
UL-429 is the Standard for Safety for Electrically Operated Valves. It includes requirements for various types of valves, such as valves for general purpose, hazardous fluids and designated safety. A manufacturer must submit component drawings for the valves undergoing certifications, as well as the fluid type, fluid temperature range, and ambient temperature range for which the certification is to apply.
All valves must operate with fully heated components using 10% over nominal voltage, and just 85% of rated voltage. External leakage, seat leakage and endurance tests potentially up to 100,000 cycles are included.
A certification to UL-429 provides an end user with 3rd party verification that a valve design was scrutinized rigorously through actual testing.
UL-1203
UL-1203 is the Standard for Safety for Explosion-Proof and Dust-Ignition-Proof Electrical Equipment for Use in Hazardous Locations and applies to the U.S. In terms of equipment certification for hazardous location and explosion atmospheres, it defines the rules for a “protection type”. One can view the Class, Division, Group, and temperature class description by downloading a guide summary.
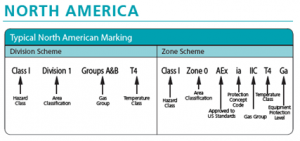
Using the guide, the certification code can be broken so that an end user fully understands:
What gases can be safely used around the equipment
How often those flammable gases are present
The allowable surrounding ambient air temperature range
The maximum surface temperature that the equipment may reach
For example, a company may advertise “Explosion-Proof” per UL-1203, Class I, Division 1, Groups A through D hazardous locations with operating temperature code, “T2D”, for an ambient temperature range of -20 to +85 C. Class 1 refers to flammable gases. Groups A through D include certain gases such as hydrogen and acetylene. T2D means that the surface temperature of the equipment will not exceed 215 C [419°F] in 85 C surrounding air.
CSA C22.2 #139
The CSA group, Canadian Standards Association, issued CSA C22.2 #139 as essentially the Canadian version of UL-429. Like UL-429, a certification to this standard provides the end user with 3rd party verification that a valve design was scrutinized rigorously through actual testing. It includes similar temperature, operation, endurance and leakage tests as UL-429.
The ATEX code will include equipment group and category, atmosphere group, protection type, and temperature class for a given ambient and fluid temperature range.
Solenoid valves are an advantageous solution for controlling the flow of many liquids and gases of a huge temperature range where either an “on” or “off” state is needed. A piston that may contain a metal or soft disk either covers or moves away from an internal orifice separating the inlet from outlet. When the piston is blocking the orifice, a pressurized fluid is held stationary at the inlet and up into the bonnet tube. A differential pressure exists over the orifice area, for which the resultant force combines with any downward spring force to create a tight seal. Upon energization of a solenoid, internal components move in various ways that result in the piston either moving away from or towards that orifice to open or close the valve. If the valve was a “proportional” solenoid valve, essentially infinite positions of that piston could be created by varying the supply voltage to create a throttling effect.
Simple Setup
Solenoid valves are easy to install. Many simply have two lead wires connected to a coil nested around a bonnet tube containing materials that easily magnetize and demagnetize. Either wire can be line voltage. Switches or relays can be designed into the control system to route power when needed to quickly open or close the solenoid valves. Selection of a solenoid valve can eliminate the need for long and expensive air lines and air delivery systems that would be needed for pneumatically actuated valves. For long wire runs on remote locations, higher AC voltages may be utilized to minimize power loss. For example, 240V AC is commonly sold.
Voltages
Solenoidcoils are offered in many voltages, typically 12, 24, 120, 240V DC, and 24, 120, and 240V AC, which suit the majority of applications. Coils are easily developed for less common voltages as well. While the valve may be designed to achieve catalog pressures assuming the nominal voltage, the valve may still operate effectively at voltages lower than those nominal values. This feature is ideal for battery powered systems that may provide lower voltage over time. An AC coil will generally run hotter than a DC coil wound for the same power output due to hysteresis characteristics of the magnetic circuit. An AC coil will also have an initially high “inrush” of current on the order of 2-10 times the nominal steady state current. A system designer should be aware of inrush amperage and heat outputs, along with the resulting coil surface temperatures. These temperatures are dependent upon the duty cycle of the valve, which includes energization frequency and the duration held energized, along with ambient and fluid temperatures. While it may take several hours for a coil to reach steady state surface temperatures, the majority of the temperature rise would be noticeable in the first hour.
Hazardous Locations and Explosive Atmospheres
Solenoid valves can be configured with certified explosion proof coils per UL-1203, CSA C22.2#30, and ATEX. The copper coil wire may be encapsulated and isolated from any flammable gases that may be continuously present outside of the valve. Flame proof designs consist of somewhat of a labyrinth so that even if flammable gas was ignited inside the coil, it would not propagate and ignite gas surrounding the valve. For situations where flammable gases may be continuously present, electric motors are often not permitted due to sparking. Taking this a step further, “intrinsically” safe coils with power outputs so low that they cannot ignite a gas may also be selected as well. These, however, have very limited opening force due to such low power. Industries concerned with flame propagation typically deal with natural gas processing and transportation, hydrogen refueling and fuel cells, methane recovery, and oil and gas in general.
Speed
Time to open and close is extremely fast on solenoid valves, and is often on the order of 50-300 milliseconds. The smaller the valve, the quicker the small internal components can be made to move over short distances. On piloted valves with larger traveling distances,viscous liquids tend the have the effect of slowing the movements down as internal components must push through those fluids. Applications requiring a fast response time need look no further than solenoid valves.
Packless
Motor controlled valves and ball valves often have a stem that punctures the pressure boundary of the valve. This stem is surrounded by a tight packing, often PTFE or graphite, to seal the high pressure fluid. The packing may wear over time, and such wear may be exacerbated by shifting temperatures and ingress of contaminants. Solenoid valves often have one motionless seam where the bonnet attaches to the valve body. A gasket or o-ring of a material compatible with the working fluid can reliably be selected for this seam. Radioactive applications sometimes do not allow the use of elastomeric gasket materials, so bonnets are welded to valve bodies. Industries focused on minimizing fugitive emissions to reduce air pollution may opt for a packless solenoid valve.