CRN
CRN is an acronym for Canadian Registration Number, which is assigned by each province or territory of Canada to accept and register the design of a boiler, pressure vessel, or fitting. The numbers after the decimal place in the CRN represent different provinces or territories as follows:
1 = British Columbia
2 = Alberta
3 = Saskatchewan
4 = Manitoba
5 = Ontario
6 = Quebec
7 = New Brunswick
8 = Nova Scotia
9 = Prince Edward Island
0 = Newfoundland
N = Nunavut
T = Northwest Territories
Y = Yukon Territory Purpose
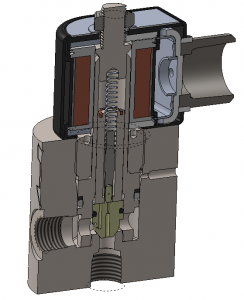
A solenoid valve, for example, will be registered as a Type ‘C’ fitting. The manufacturer would submit and demonstrate compliance to pertinent design standards, such as the ASME Boiler & Pressure Vessel Code via calculations, drawings, test data, etc. A manufacturer must present proof of being regulated by a Quality Control Program such as ISO 9001 that is audited by a reputable authority.
The overall intent of the CRN is to give the end user peace of mind that the product is well designed and safe. The vast majority of Clark Cooper Valves, for example, come with CRN approval.
UL-429
UL-429 is the Standard for Safety for Electrically Operated Valves. It includes requirements for various types of valves, such as valves for general purpose, hazardous fluids and designated safety. A manufacturer must submit component drawings for the valves undergoing certifications, as well as the fluid type, fluid temperature range, and ambient temperature range for which the certification is to apply.
All valves must operate with fully heated components using 10% over nominal voltage, and just 85% of rated voltage. External leakage, seat leakage and endurance tests potentially up to 100,000 cycles are included.
A certification to UL-429 provides an end user with 3rd party verification that a valve design was scrutinized rigorously through actual testing.
UL-1203
UL-1203 is the Standard for Safety for Explosion-Proof and Dust-Ignition-Proof Electrical Equipment for Use in Hazardous Locations and applies to the U.S. In terms of equipment certification for hazardous location and explosion atmospheres, it defines the rules for a “protection type”. One can view the Class, Division, Group, and temperature class description by downloading a guide summary.
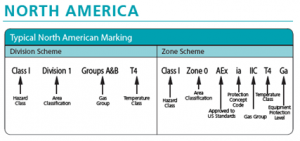
Using the guide, the certification code can be broken so that an end user fully understands:
- What gases can be safely used around the equipment
- How often those flammable gases are present
- The allowable surrounding ambient air temperature range
- The maximum surface temperature that the equipment may reach
For example, a company may advertise “Explosion-Proof” per UL-1203, Class I, Division 1, Groups A through D hazardous locations with operating temperature code, “T2D”, for an ambient temperature range of -20 to +85 C. Class 1 refers to flammable gases. Groups A through D include certain gases such as hydrogen and acetylene. T2D means that the surface temperature of the equipment will not exceed 215 C [419°F] in 85 C surrounding air.
CSA C22.2 #139
The CSA group, Canadian Standards Association, issued CSA C22.2 #139 as essentially the Canadian version of UL-429. Like UL-429, a certification to this standard provides the end user with 3rd party verification that a valve design was scrutinized rigorously through actual testing. It includes similar temperature, operation, endurance and leakage tests as UL-429.
ATEX
ATEX Certification of a solenoid valve implies conformity to European Directive 2014/34/EU for potentially explosive atmospheres per BS EN 60079-0 and 60079-1. It is the European version of UL-1203, and similarly uses a code scheme.
The ATEX code will include equipment group and category, atmosphere group, protection type, and temperature class for a given ambient and fluid temperature range.
Certain valves manufactured by Clark Cooper are available with ATEX coils as well.